
Have you ever watched a production line grind to a halt because of a conveyor failure, knowing that every minute of downtime is costing your operation thousands? Maybe it was a plastic belt that snapped under unexpected heat, a fabric belt that absorbed moisture and began to harbor bacteria, or a chain-driven system that required so much lubrication it became a magnet for debris. If you are a maintenance manager or plant engineer, you know this scenario all too well. The frustration isn’t just the breakdown; it’s the nagging question of whether there is a better, more reliable way to keep your product moving.
You are not alone. In fact, many industrial operations are discovering that the solution to their most persistent bottlenecks lies in a technology that has been around for decades but is constantly evolving: metal conveyor belts. Unlike their synthetic counterparts, metal belts offer a unique combination of strength, heat resistance, and hygiene that can transform a production line.
In this guide, we are going to dive deep into the world of metal conveyor belts. We will explore why they are becoming the go-to solution for everything from food processing to automotive manufacturing. You will learn about the specific types of stainless steel mesh available, how sprocket-driven systems ensure precise tracking, and the critical role of belt tensioning in extending equipment life. We will also look at real-world solutions from industry leaders like Wire Belt Company, who specialize in designing custom systems that not only improve efficiency but also provide the technical support and training needed to keep your plant running at peak performance. By the end of this article, you will have a clear roadmap for determining if upgrading to a metal conveyor system is the smartest investment you can make this year.
Why Make the Switch? The Compelling Case for Metal Over Plastic and Fabric
For decades, plastic modular and fabric belts have been the default choice for many conveying applications. They are lightweight, relatively inexpensive upfront, and easy to replace. However, as production demands increase and safety regulations tighten, the limitations of these materials become glaringly apparent. If you are dealing with frequent replacements, contamination risks, or process inefficiencies, it is time to reconsider your assumptions.
The Hygiene Factor: Beyond Surface Cleaning
In the food industry, hygiene isn’t just a goal; it is a mandate. Food-grade hygiene standards like those enforced by the USDA demand surfaces that can be thoroughly and repeatedly cleaned. This is where metal conveyor belts excel. Unlike plastic, which can scratch and harbor bacteria in microscopic grooves, stainless steel offers a non-porous surface. Furthermore, the open-mesh design of many metal belts is a game-changer for Clean-in-Place (CIP) systems.
Consider a large industrial bakery that struggled to clean chocolate and glaze buildup from their belts. They relied on an expensive outside service to disassemble and manually wash the conveyors, a process that took six to eight hours and cost up to $16,000 per week . By switching to a system compatible with automated spray headers, they slashed that cleaning time to just 30 minutes. While that example involves automated cleaning, the principle remains: the open structure of a metal belt allows water, steam, and cleaning agents to flow through and around the product contact area, ensuring a level of sanitation that solid belts simply cannot match. This design is why belts like Wire Belt Company’s Versa-Link® are USDA Accepted, featuring a clean-in-place design that saves significant time during sanitation .
Thermal Processing and Durability
Can your current conveyor belt handle a 400°F (204°C) oven in the morning and a blast freezer in the afternoon? Probably not. Thermal processing is a killer of synthetic belts. They become brittle in the cold and soft or melt under high heat. High-temperature metal conveyor belts, on the other hand, are built for these extremes. They are essential for applications like annealing furnaces in the jewelry industry or heat-treating operations in automotive plants .
This durability translates directly to lower total cost of ownership. While a plastic belt might need replacing every year or two, a well-maintained stainless steel belt can last for decades. As one industry expert notes, “Properly maintained steel belts can last for decades,” resisting corrosion, wear, and temperature extremes far better than fabric or rubber alternatives . This longevity means fewer emergency procurements, less stored inventory of spare belts, and, most importantly, significantly less unplanned downtime.
Understanding Metal Conveyor Belt Types and Applications
Not all metal conveyor belts are created equal. The specific weave, rod size, and edge treatment you choose must match your application perfectly. Whether you are moving tiny electronic components or heavy stamped metal parts, there is a specific belt designed for the job.
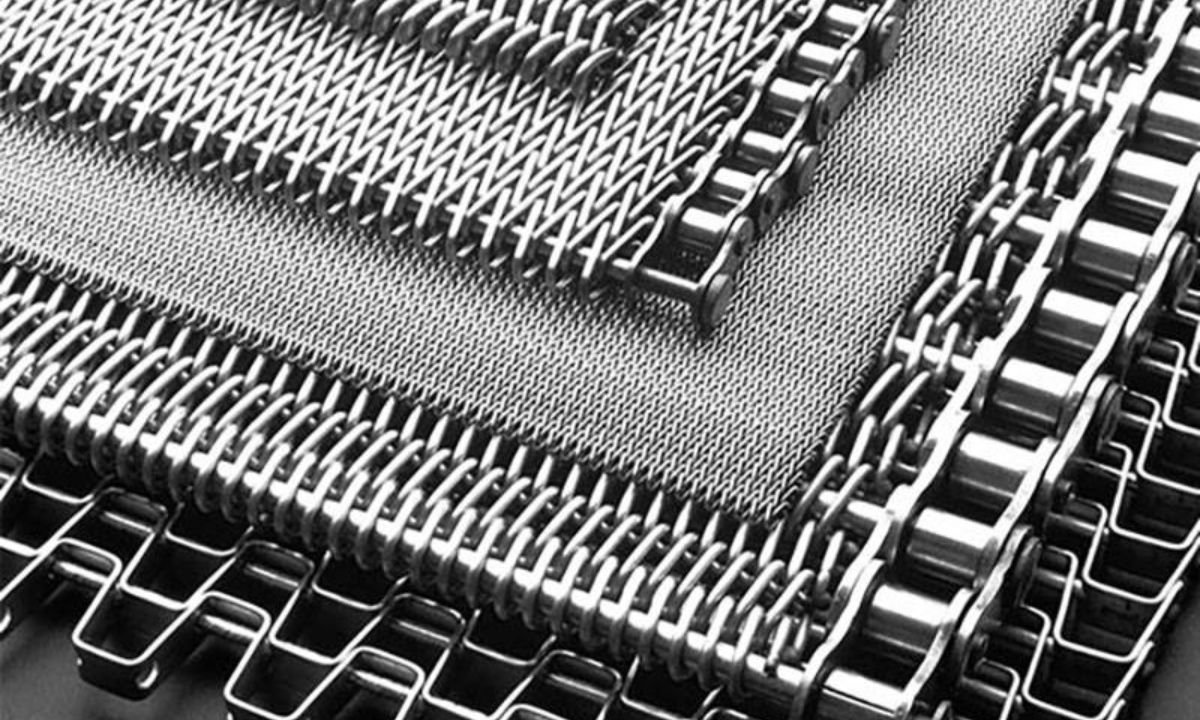
Woven Wire Mesh and Chain-Driven Belts
The most common type of metal belt is the woven wire mesh, often referred to as wire cloth. These belts are constructed by interlinking metal wires to form a strong, flexible, and open surface. They are the workhorses of the industry.
- Applications: Used extensively in food processing for frying, coating, and cooling lines. They are also ideal for metal processing, such as transporting parts through quenching baths or drying operations .
- Benefits: The open mesh allows for excellent airflow and drainage, which is critical for even heating and rapid cooling. They offer superb corrosion resistance, especially when made from 304 or 316 stainless steel.
Flat Wire and Eye-Flex Belts
For heavier loads or applications requiring very tight transfers, flat wire belts are an excellent choice. They are constructed from flat strips rather than round wires, creating a stronger, more stable carrying surface.
- Applications: Common in the automotive industry for assembly lines and in electronics manufacturing for soldering and washing processes. They are also a popular choice for replacing older, less hygienic belts in bakeries.
- Benefits: Their design minimizes product contact points, which is great for delicate items, and they are exceptionally easy to clean. When considering replacing plastic belts with metal conveyor belts, flat wire styles often provide the easiest transition due to their compatibility with existing sprocket drives.
Positive Drive vs. Friction Drive
How your belt moves is just as important as what it’s made of.
- Friction Drive: Relies on the belt gripping a drive roller. While simple, it can lead to slippage, especially in oily or wet conditions.
- Sprocket-Driven Systems: This is the gold standard for precise control. Belts like the Versa-Link® are “positively driven,” meaning sprockets engage with the belt to pull it through the conveyor path . This ensures perfect tracking, eliminates slippage, and allows for accurate timing in automated processes. For industries like electronics assembly, where precise component placement is critical, this accuracy is non-negotiable.
Spotlight on Expertise: How Wire Belt Company Delivers Custom Solutions
When it comes to navigating the complexities of custom metal conveyor belts for food processing, partnering with an experienced manufacturer is key. This is where companies like Wire Belt Company distinguish themselves. They don’t just sell belts off a rack; they engineer solutions. Their expertise lies in understanding that every production line has unique challenges, from space constraints to specific sanitation requirements.
Engineering for Downtime Reduction
One of the most innovative examples of problem-solving engineering is the development of belts like the Versa-Link®. Traditional metal belt installation and repair can be a hassle, often requiring special tools and significant labor. Wire Belt Company addressed this head-on with features like their “Advanced Link Rods” and “Forged Edge Technology®.”
- The 30-Second Solution: Imagine being able to join a conveyor belt in as little as 30 seconds with no tools required. This isn’t a dream; it’s a reality with advanced link rod systems . For a maintenance manager, this is revolutionary. It turns a potential hours-long repair job into a quick fix, dramatically reducing downtime.
- Eliminating Catch Points: The Forged Edge Technology® creates a smooth edge that is flush with the side of the belt. This eliminates the “catch points” found on welded or open-edge belts that can snag on machinery or damage the product. It is a small detail with a massive impact on operational reliability.
Beyond the Belt: Surveys, Training, and Support
A true partner doesn’t just hand over a belt and walk away. They provide the tools and knowledge to keep your system running optimally for years. Wire Belt Company exemplifies this through a suite of support services designed specifically for industrial plant engineers and operations directors.
- Belt Surveys: They offer on-site belt surveys where experts analyze your current setup, identify wear patterns, tension issues, and potential failure points before they cause a shutdown.
- Technical Support and Training: A belt is only as good as the system it runs in. Proper belt tensioning is critical; too tight and you risk stress fractures, too loose and you get slippage . Leading manufacturers provide hands-on training for your maintenance team, ensuring they understand how to properly tension, track, and maintain the equipment.
- Maintenance Tools: They also provide specialized tools and guides that help your team perform routine inspections and minor repairs quickly and safely, extending the life of the belt and the conveyor system itself.

Maintenance Best Practices: Extending the Life of Your Metal Belts
There is a persistent myth that metal conveyor belts are “fit and forget” components. While they are incredibly durable, they still require a proactive maintenance strategy to achieve that 10-to-20-year lifespan. Ignoring them is a recipe for premature failure. Here is a practical guide to keeping your belts—and your production line—running smoothly.
Routine Inspection: What to Look For
You don’t need to be a metallurgist to spot early warning signs. Train your team to look for these indicators during weekly visual inspections :
- Misalignment and Tracking: Is the belt drifting to one side? This can be caused by uneven product loading, worn sprockets, or improper tension.
- Surface Damage: Look for small cracks at the edges or where the belt flexes over rollers. In woven belts, check for broken wires or strands. Addressing these issues early can prevent them from turning into major tears .
- Noise: Excessive noise or a rhythmic slapping sound often indicates a problem with a drive component or a damaged belt section.
The Truth About Tension and Lubrication
Two of the biggest maintenance mistakes involve over-complicating things.
- Belt Tensioning: This is a balancing act. Over-tensioning a belt puts immense stress on the drive system and the belt itself, leading to stress fractures and bearing failure. Under-tensioning causes slippage, which can damage the belt surface and prevent accurate product placement. Always follow the manufacturer’s specifications and check tension regularly, especially after a new belt is installed and “seated” .
- Lubrication: Forget everything you know about chain drives. Stainless steel mesh and flat wire belts generally require little to no lubrication. In fact, over-lubrication is a major problem. It attracts dust and debris, turning your clean belt into a grinding paste that accelerates wear. In food applications, excess lubricant is a contamination risk. If lubrication is absolutely necessary, use only food-grade options and apply them sparingly .
Repair or Replace?
When damage occurs, the immediate reaction might be to order a new belt. But as we discussed earlier, many issues can be repaired on-site by trained professionals. Minor cracks can be welded, and edge damage can be ground down or reinforced. The decision to replace should come only after assessing whether a repair will compromise the belt’s structural integrity or ability to meet hygiene standards. For extensive wear or deformation, however, a full replacement is the safest and most cost-effective path to ensure proper tracking and product quality .
The Cost-Benefit Analysis: Calculating Your ROI on Metal Belts
Making a capital investment decision requires hard numbers. While the initial purchase price of a metal conveyor belt might be higher than a plastic or fabric alternative, the long-term return on investment (ROI) tells a different story. Here is how to calculate the true cost of your conveyor belts.
Factor 1: Lifespan and Replacement Costs
As noted, a stainless steel belt can last 10 to 20 years with proper care. A plastic modular belt in a demanding application might only last 1 to 3 years. Let’s do the math:
- Plastic Belt: $5,000 initial cost + 4 hours of labor to install (x6 replacements over 18 years) = High recurring cost and frequent downtime.
- Metal Belt: $15,000 initial cost + 4 hours of labor to install (once over 18 years) = Higher upfront cost, but significantly lower long-term expense.
When you factor in the cost of the downtime itself—lost production, idle labor—the metal belt becomes the clear economic winner.
Factor 2: Operational Efficiency
Metal belts can directly contribute to increased throughput.
- Faster Processing: In thermal applications, the open design allows for faster and more even heat transfer, potentially reducing cooking or drying times.
- Reduced Waste: Precise sprocket-driven systems ensure products are delivered exactly where they need to be, reducing spillage and misaligned packaging.
- Lower Energy Costs: In drying applications, the high open area of belts like Versa-Link® (up to 81%) means that heated air or cooling drafts can pass through the product more efficiently, reducing the energy required to run the process .
Factor 3: Risk Mitigation
What is the cost of a product recall due to contamination? For most food companies, it is catastrophic. Investing in belts that offer superior cleanability and meet food-grade hygiene standards like USDA Acceptance is an investment in brand protection. It is a safeguard against the biological risks that can lurk in the crevices of plastic or fabric belts.
Industry-Specific Applications: From Bakeries to Electronics
The versatility of metal conveyor belts makes them indispensable across a range of industries. Understanding these applications can spark ideas for your own plant.
Food Processing: Hygiene and Heat
The food industry demands materials that can handle both aggressive cleaning and thermal stress.
- Bakeries: Hygienic conveyor solutions for bakeries are critical. Belts must withstand oven temperatures for baking and then transition to cooling zones without warping. The open mesh prevents dough from sticking and allows crumbs to fall through, keeping the line clean. Wire Belt Company’s systems are frequently used here, providing surfaces that are easy to sanitize and durable enough for continuous operation.
- Snack Foods and Confectionery: For frying, coating, and cooling, the ability of a belt to allow oil or chocolate to drain away is essential. Flat wire and woven mesh belts excel in these environments.
Electronics and Automotive: Precision and Strength
In these sectors, the requirements shift from hygiene to precision and durability.
- Electronics Manufacturing: Assembling circuit boards and components often requires stainless steel mesh belts for electronics that are anti-static and can withstand soldering temperatures and chemical washes. The precise tracking of sprocket-driven metal belts ensures that delicate components are not jarred out of place.
- Automotive: Moving heavy engine blocks or stamped parts through heat-treating furnaces or cooling quenches requires immense strength and heat resistance. Metal belts are the only viable option for these punishing environments.
Conclusion:
We have covered a lot of ground, from the microscopic hygiene benefits of stainless steel to the macro-economic advantages of long equipment life. The world of industrial conveying is evolving, and metal conveyor belts are at the forefront of this change, offering solutions that plastic and fabric simply cannot match.
Let’s recap the key takeaways for your plant:
- Superior Hygiene: The non-porous surface and open-mesh design of metal belts allow for superior cleaning, meeting strict USDA standards and reducing contamination risks.
- Exceptional Durability: With the ability to resist extreme temperatures, corrosion, and heavy loads, metal belts last significantly longer than synthetic alternatives, often for decades.
- Reduced Downtime: Innovations like tool-less belt connection systems and positive drive tracking mean faster repairs and more reliable operation. Partnering with experts like Wire Belt Company for industrial metal belt maintenance tips, training, and on-site surveys can proactively prevent failures before they happen.
- Process Optimization: Whether it’s improving airflow in a dryer or ensuring precise part placement in an assembly line, metal belts enhance the efficiency and quality of your core processes.
If you are tired of the constant cycle of repairs, replacements, and the nagging worry about contamination or heat damage, it is time to take a serious look at metal. The initial investment is quickly offset by the dramatic reduction in total cost of ownership and the peace of mind that comes with a system built to last.
Have you recently made the switch from plastic to metal in your facility? What challenges did you face, and what benefits have you seen? Share your thoughts and experiences in the comments below. Your insights could help a fellow engineer solve a persistent problem.